では
PLCでのテストは入力条件を与えた時に出力がどうなるかを確認することになる。
と書きました。
従って 入力が自由に変更できないことには始まらないことになります。 また、出力もテスト内容によって様々なタイミングで出力される可能性があるのでテスト中は出力させたくなく、安全を考慮すれば非常停止を押した状態でテストするのがいいと考えてますが追々説明できたらと思います。
PLCの入力(Xなど)はモジュールの値が反映されるため自由に変更することができません。
入力を実際のIOから分離し自由に変更ができる仮想的な入力として補助コイルを使用します。
ここでは下表の様に置き替えることとします。
| 実入力 | 仮想入力 | |
|---|---|---|
| X0 | → | M0 |
| X1 | → | M1 |
| X2 | → | M2 |
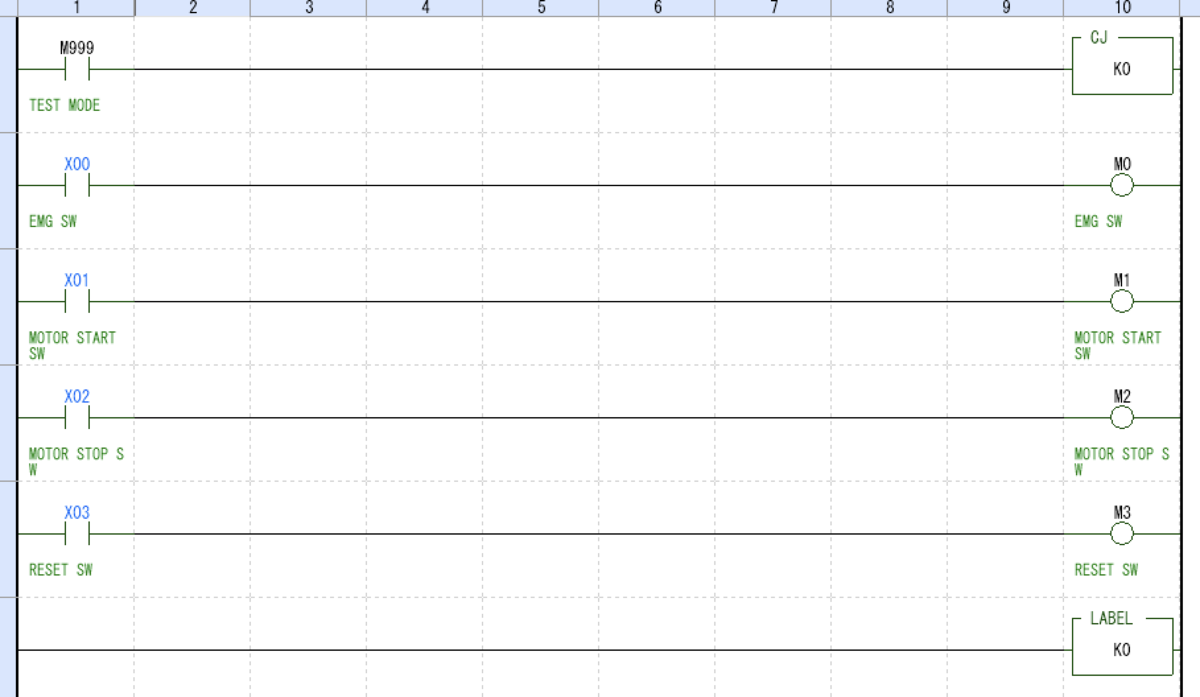
ラダーでは今までX0を使っていたところをM0に置き替えます。
ただ、そのままだと実際の入力が反映されないためX0をM0のに出力する必要があります。
X0とM0を繋いでしまった事でM0が変更できなくなってしまい何ら変わらなくなってしまいました。
そこでテスト時はX0の入力をM0の出力に繋ぐ部分を飛ばすことでM0が変化せず外部から自由に変更できる様になります。
下の図でいくとM999をONにするとX0とM0を繋ぐ処理が飛ばされX0の状態に関わらずM0の値が保たれます。
出力も下表の様に置き替えテスト時(M999がON)は出力がOFFになる様にします。
| 実出力 | 仮想出力 | |
|---|---|---|
| Y50 | → | M50 |
| Y51 | → | M51 |
| Y52 | → | M52 |
| Y52 | → | M53 |

シミュレーターで確認すると、テスト状態にするとX0に関わらずM0を任意の状態に変更できることが確認できます。